Among various modern fabrication techniques, self-assembly continuously gains attention as an excellent method to create novel nanoscale structures with a wide range of applications in photonics, optoelectronics, biomedical engineering, and heat transfer applications. However, self-assembly is governed by a diversity of complex interparticle forces that cause fabricating defectless large scale (> 1 cm) colloidal crystals, or opals, to be a daunting challenge. Despite numerous efforts to find an optimal method that offers the perfect colloidal crystal by minimizing defects, it has been difficult to provide physical interpretations that govern the development of defects such as grain boundaries. In order to address the issues above, we systematically reveal the governing physics that control grain boundaries by apply different combinations of fabrication parameters.
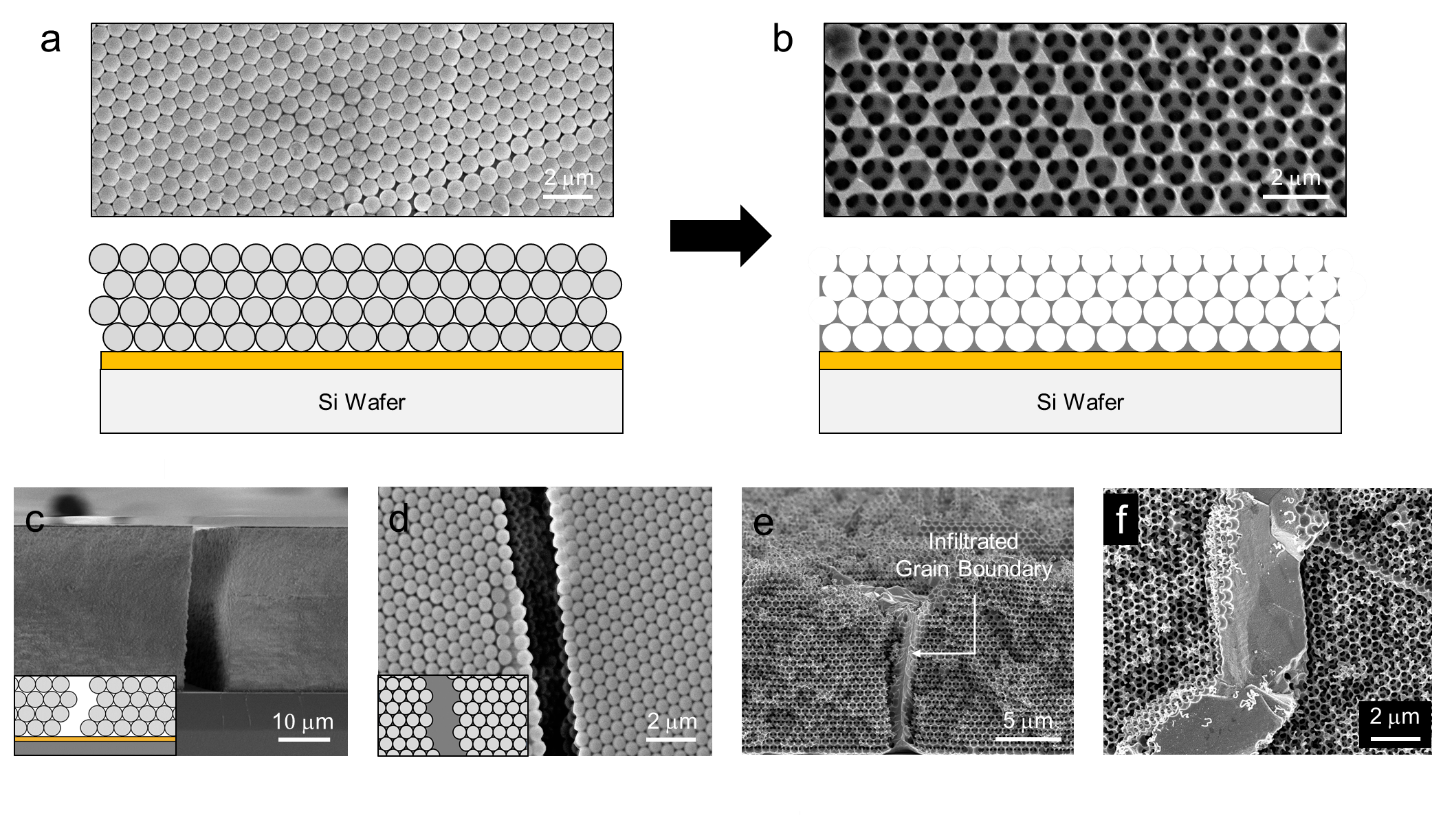
The crystalline arrangement of (a) self-assembled colloidal template and (b) inverse opal. (c) Cross-sectional and (Top) view of grain boundaries formed between nanosphere arrays are shown. The colloidal template is infiltrated with desired metallic material through conventional electrodeposition. Afterwards, the nanospheres are chemically dissolved to reveal inverse opal structures. (e) Cross-sectional and (f) top view images show grain boundaries are infiltrated with deposited material.
Main Findings
The thorough parametric studies presented unveil strategies to harness uncontrollable defects developed during the self-assembly of colloidal spheres via the vertical deposition method. Furthermore, the combination of sphere diameter, colloidal concentration, and heating temperature contributes to the grain sizes and shapes. Throughout our investigation, grains develop into cubic structures with degraded crystallinity (~60%) as sphere diameters decrease. The samples fabricated with larger spheres show larger grains than the samples fabricated with smaller spheres. Moreover, grain size can be grown in all dimensions by using higher colloidal concentrations. This type of grain growth is attributed to the dense supply of particles drawn towards the growth regime when a high concentration is used. Finally, by increasing the heating temperature to 93oC, the change in the evaporation rates of the solvent at the bulk liquid level and packing sphere level helps grains elongate in the drying direction. The presented systematic isolation of governing parameters in a multi-interrelated self-assembly process advances tremendous insights toward growing grains with desirable feature characteristics.
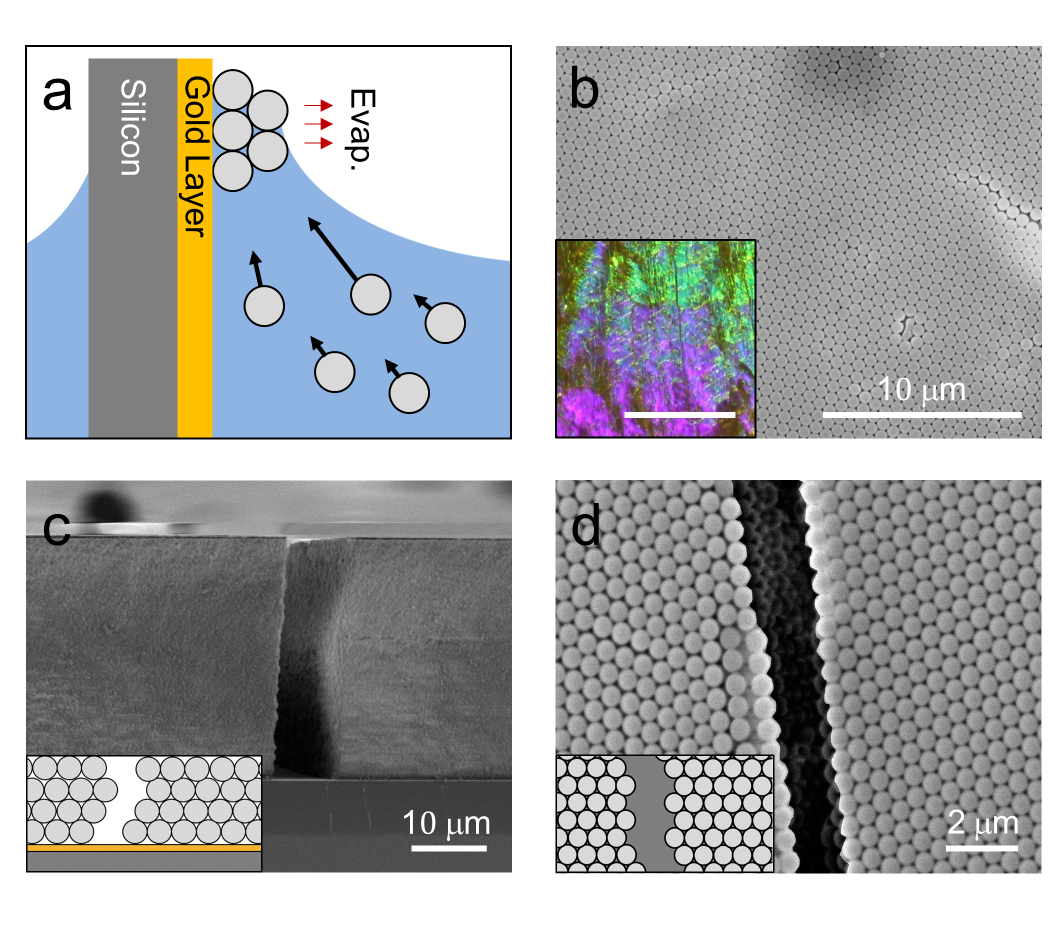
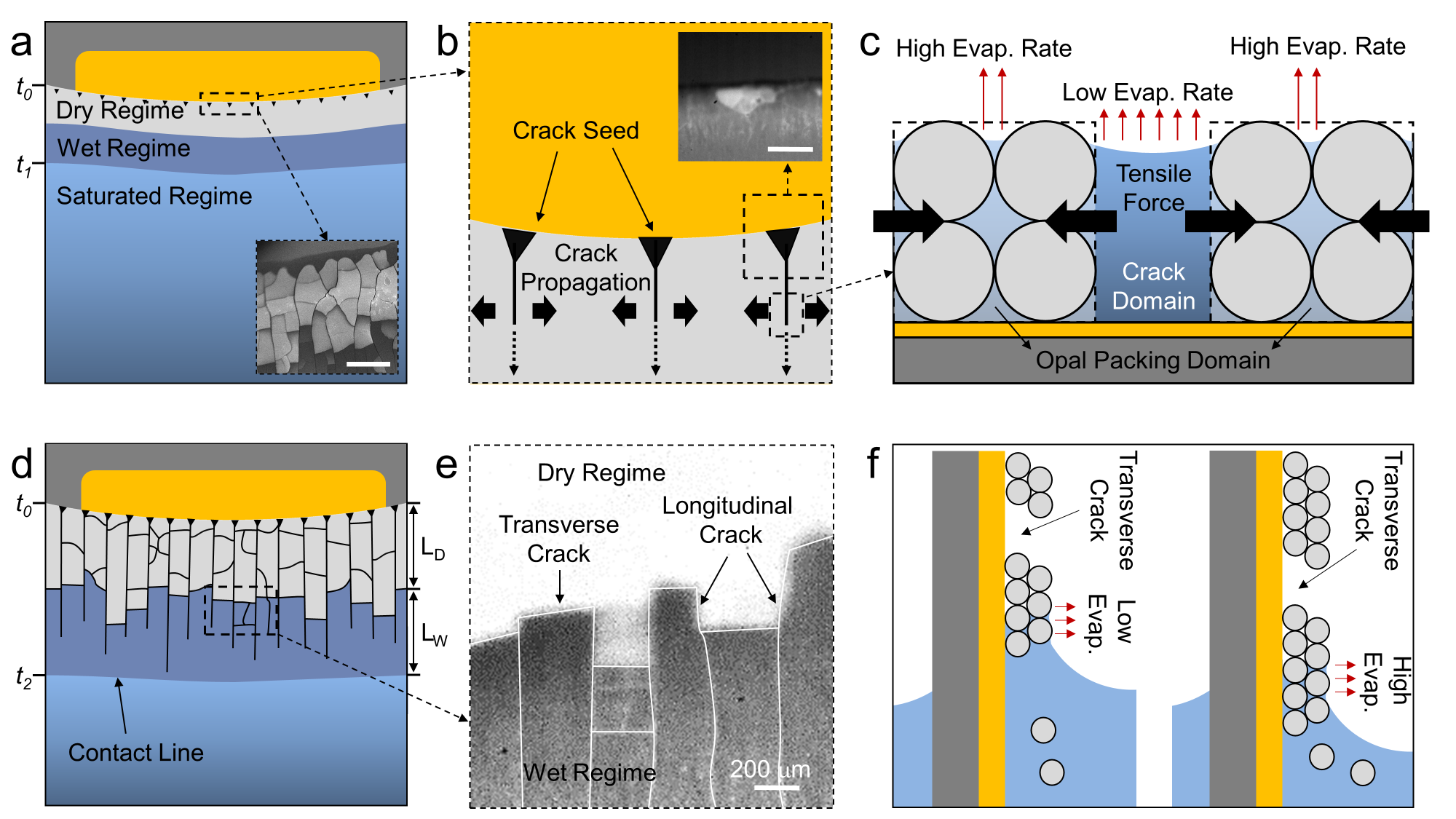
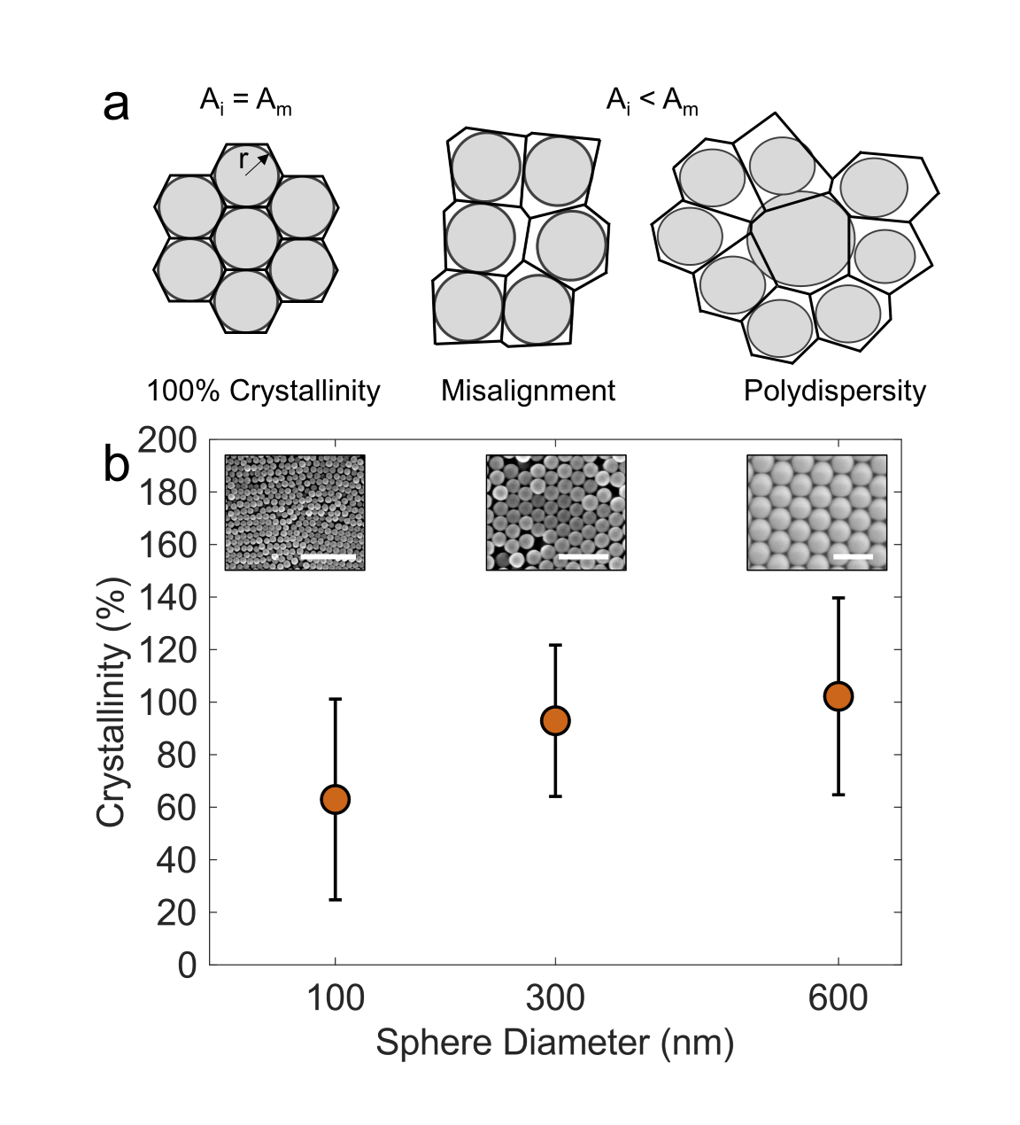
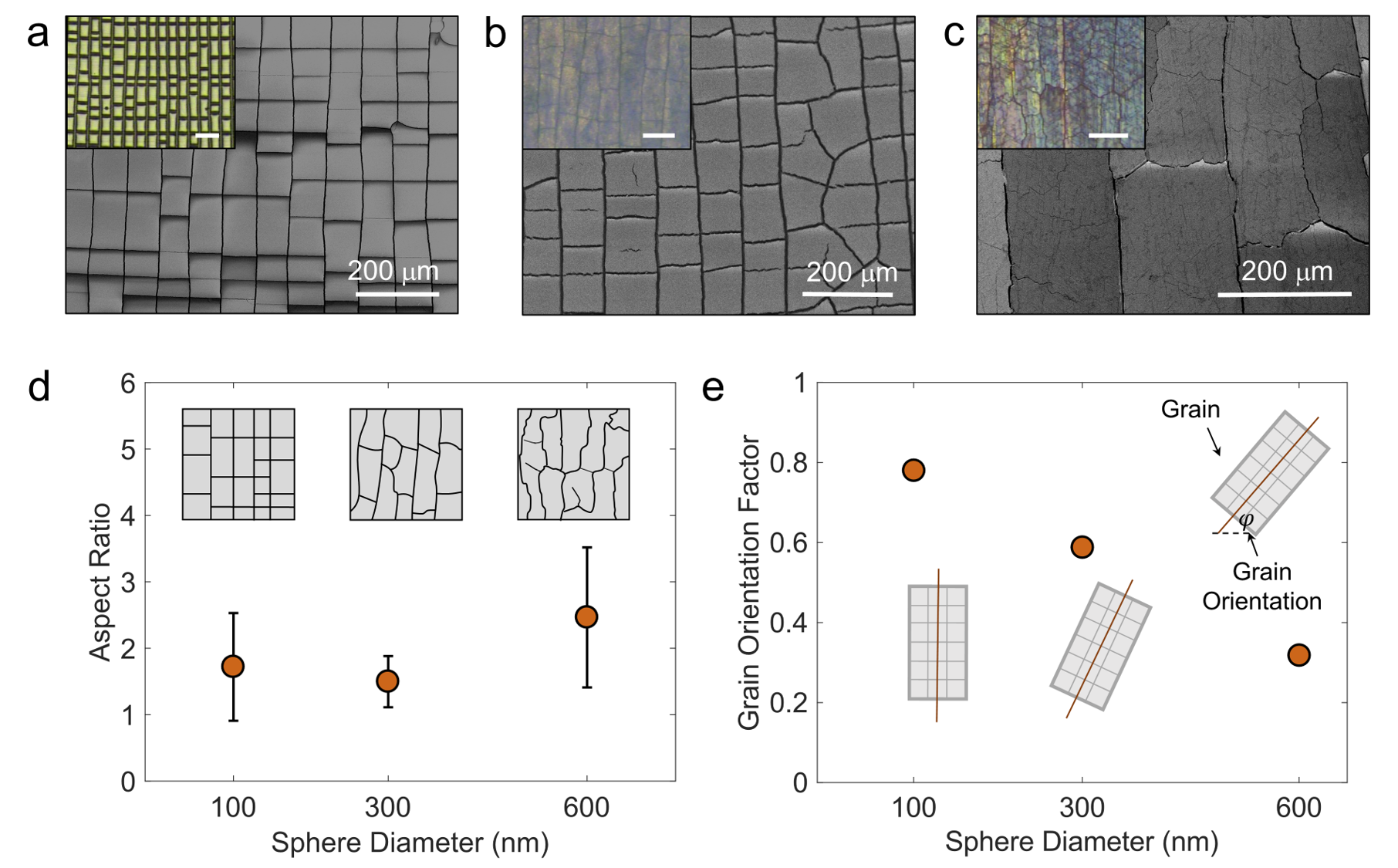
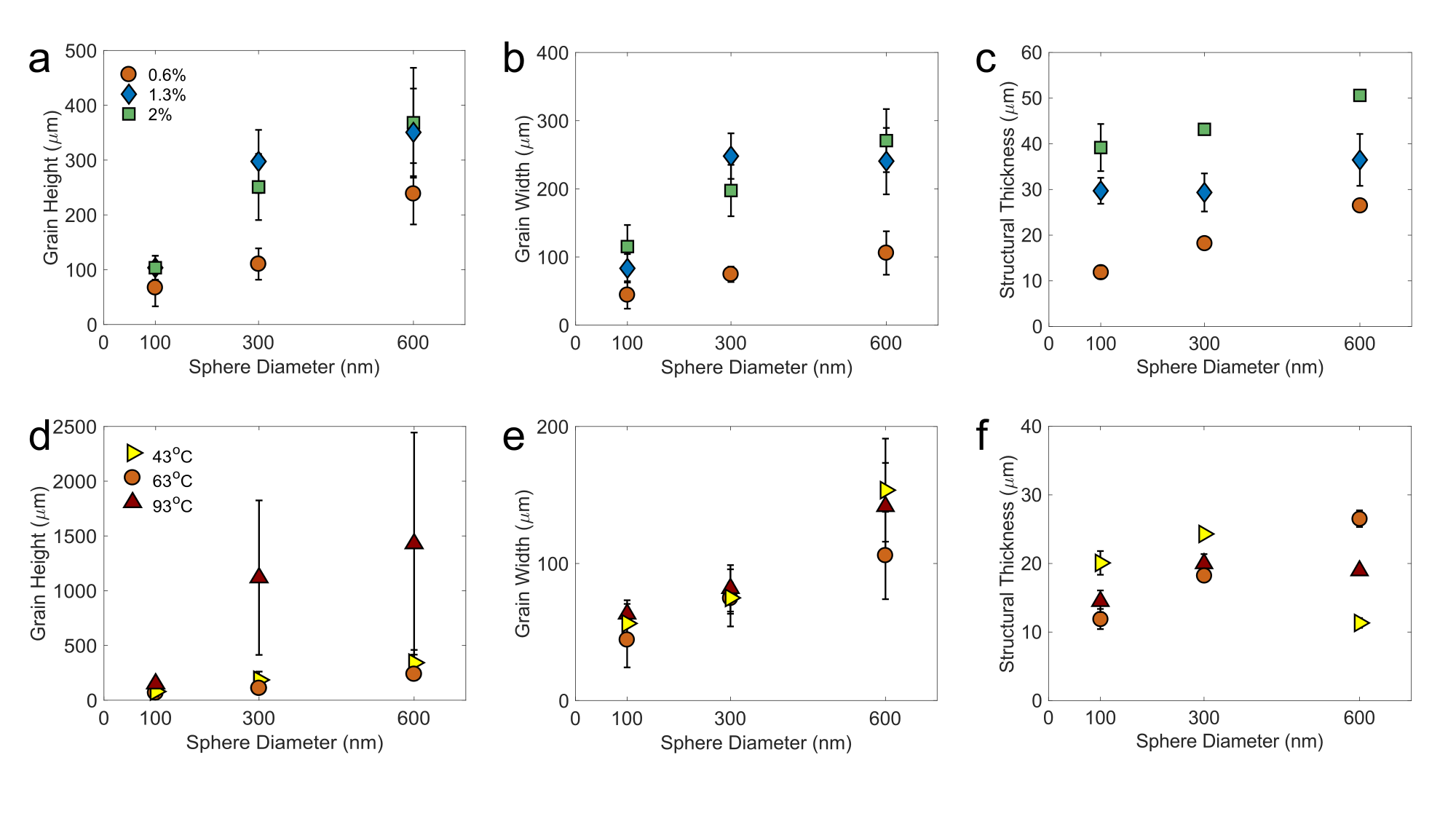
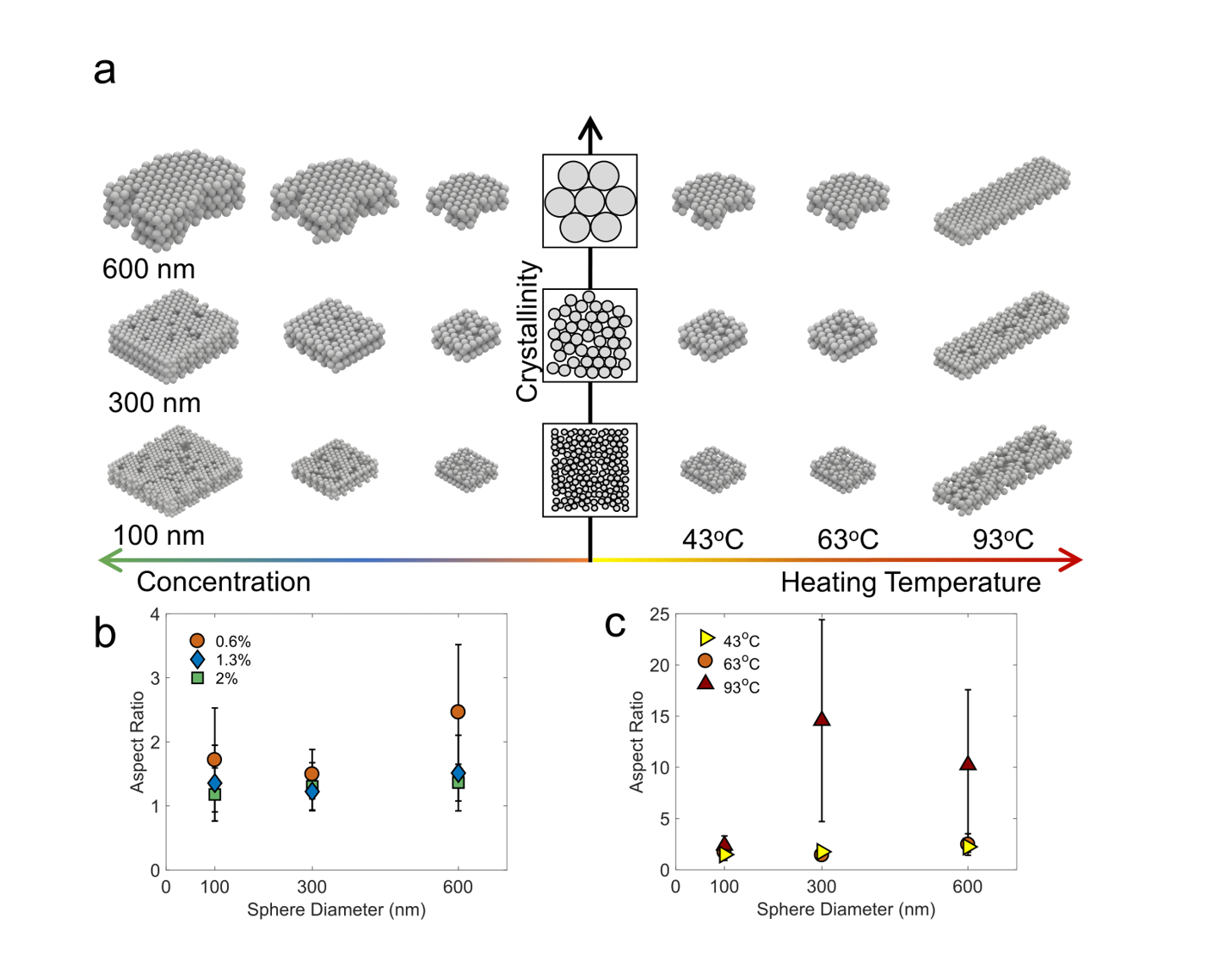
Colloidal self-assembly and polycrystalline opal characteristics. (a) The schematic illustrates the general process of the vertical deposition method. A substrate with a gold pattern is vertically placed into a well of colloidal suspension that is heated at the base to promote gentle convective mixing and prevent sphere sedimentation. As the solvent evaporates, a thin film opal deposits at the substrate-liquid meniscus contact region due to water flows generated at the meniscus of the opal packing. (b) The self-assembled opals exhibit crystallinity as confirmed by the scanning electron microscope (SEM) image and optical light diffraction image (inset). (c) Cross-sectional and (d) top view SEM images and inset illustrations show the separation of crystalline opal grains by microcracks denoted as grain boundaries. Crack formation and propagation mechanisms during the self-assembly. (a) Three regimes during self-assembly process via vertical deposition method: the dry regime, the wet regime, and the saturated regime. The inset shows an SEM image of the top regime of a self-assembled opal film and has a scale bar of 500 μm. (b) Crack seeds initiate at the top of the structure and are promoted in the dry regime. The inset shows a representative image of an initial crack seed. The inset scale bar is 200 μm. (c) The liquid-vapor interline with smaller meniscus area (i.e., between packed spheres) leads to higher evaporation rates than that at the microcracks. The differences in evaporation rates generate tensile forces that facilitate longitudinal crack propagation. (d-e) Longitudinal cracks propagate into the wet regime whereas transverse cracks appear only in the dry regime or near the interface of the wet and dry regimes. (f) Transverse cracks develop as the structure experiences tensile forces along the longitudinal direction. The illustrations show the effect of different evaporation rates occurring at the film surface on the formation of transverse cracks. As higher evaporation rates are introduced to the system, more particles are driven to the growth area, and the colloidal liquid level drops at a faster rate, leading to larger grain sizes.Crystallinity quantification using Voronoi diagram method. (a) Illustrations show the ideal and actual Voronoi cells. The area of Voronoi cells with structural defects (i.e., misalignments) or particle defects (i.e., polydispersity) will be larger than that of the ideal Voronoi cell area Ai. (b) The calculated crystallinity, the ratio of ideal area Ai to calculated area Ac, is plotted for various sphere diameters, indicating that 600 nm particles form more ideal hexagonal packings. Error bars represent the standard deviation of Ac. Since the crystallinity is observed to be independent of colloidal concentration and heating temperature, the plot shows the representative values for all case studies discussed in this work. Insets show the detailed SEM images for various sphere diameters. The scale bar is 1 μm.Grain shapes for varying sphere diameters. SEM images and optical microscope images (insets) of opals with (a) 100 (b) 300, and (c) 600 nm sphere diameters show distinctive grain features. The inset scale bar is 200 μm. (d) The aspect ratio of the grains is plotted for different sphere diameters. The insets illustrate the distinctive grain shapes. (e) The grain orientation factor is plotted to characterize distinctive grain shapes. The decrease in the grain orientation factor with increasing sphere diameter confirms the decrease in the number of cubic-shaped grains. Inset illustrations describe how the grain orientation is defined. The effects of colloidal concentration and temperature on opal grain sizes and thickness. The grain height, width, and structural thickness are plotted (a-c) for varying concentrations from 0.6% to 2% with a constant heating temperature of 63oC and (d-f) varying heating temperatures from 43oC to 93oC with a constant concentration of 0.6%. (a-c) As the concentration increases, the grain sizes significantly increase in all aspects. (d-f) The heating temperature mainly determines meniscus evaporation rates and governs grain heights rather than other parameters.A regime map showing the effects of sphere crystallinity, colloidal concentration, and heating temperature on grain characteristics. (a) As the sphere diameter increases, crystallinity improves, and the grain shapes change from cubic shapes to rectangular-shaped domains with hexagonal edges due to the level of crystallinity. Larger colloidal concentration supplies the growth regime a with greater number of spheres, and the grain dimensions correspondingly increase in all aspects. Higher temperatures increase the evaporation rates of the solvent at the bulk liquid level and packing sphere level, leading to the elongation of column-shaped grains. Grain aspect ratios for varying (b) concentrations and (c) heating temperatures are plotted.